联系人鲍经理
使用方法
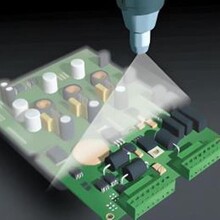
1. 清洁被粘材料表面,清洁后如有清洁剂残留在材料表面,请将其吹干或擦干后,待完全干燥即可施胶。
2. 将胶水均匀地涂覆在其中一面塑料表面,将另一面塑料轻放于涂覆胶水处进行贴合,用力挤压将气泡排出,并使胶水均匀分布,确定粘接部位都有胶水覆盖(理想胶层厚度为0.01~0.05mm),后固定好位置。
3. 用布或纸巾将塑料周边溢出的余胶擦除(不可使用水、酒精、丙酮等溶剂擦洗),在此步骤前不要让胶水接触紫外光。
4. 用主发射波长为365nm的紫外灯照射,直至胶层完全固化(照射时间取决于紫外灯的类型、功率、照射距离和塑料的紫外光透过率等)。
5. 紫外光照射固化后,塑料周边仍有溢胶时,可用刀片将其刮除。

粘合性聚合物是在多层共挤复合技术和涂布复合等技术中经常要用到粘合树脂,通常是一类接枝改性的聚合物。通过将共聚单体接枝在聚合物的主链上形成官能支链,使暴露在主链外的官能支链迅速,地与被粘合材料发生化学反应。粘合性材料的润湿,扩散,化学键以及物理纠缠是决定粘合强度的主要因素。粘合树脂的功能就是将通常来说互相不能粘合的树脂或基材粘合在一起。其粘合的效果通常用剥离强度表征。常用粘合性聚合物是一种酸酐改性的乙烯-醋酸乙烯,聚乙烯,聚丙烯聚合物和一些酸共聚物。
1、酸酐改性的乙烯-醋酸乙烯共聚物(简称eva改性粘合树脂)
eva改性粘合树脂在共挤出时有充分的时间使酸酐激活,以确保产生足够的粘合力。因此温度的设置非常重要。为了确保粘合强度,在粘合树脂接触其他被粘合材料前,应使粘合树脂的熔体保持在210摄氏度以上的熔体温度数分钟,从而确保其在共挤出加工时的粘合性能。由于酸酐改性的eva粘合树脂的软化点较低,所以在加工时应保持挤出机的加料段的温度尽可能低,然后在压缩段迅速将温度升到熔点。
灌封胶粘剂的固化一般分为初固化、基本固化和后固化。固化反应是通过化学反应(聚合、交联)获得并提高胶接强度等性能的过程,固化是获得良好粘接性能的关键过程,只有完全固化,强度才会大,三种固化方式具体表现如下:
1、初固化:在一定温度条件下,经过一段时间达到一定的强度,表面已硬化、不发粘,但固化并未结束。
2、基本固化:再经过一段时间,反应基团大部分参加反应,达到一定的交联程度。
3、后固化:为了改善粘接性能或因工艺过程的需要而对基本固化后的粘接物进行的处理,一般是在一定的温度下,保持一段时间,能够补充固化,进一步提高固化程度,并可有效地消除内应力,提高粘接强度。
为了获得固化良好的胶层,固化过程在适当的条件下进行。胶粘剂的固化工艺对胶接质量有很重要的影响,我公司的胶粘剂都是按照重量比来操作,除了重量比例不均匀这个主要的因素外,在固化中还有三个基本工艺参数:温度、压力和时间。这三个参数对胶粘剂的固化影响也是非常大的。