关键词 |
LED电子封装胶 |
面向地区 |
全国 |
厂家(产地) |
自产 |
外观 |
透明 |
类别 |
有机硅树脂乳液 |
1.做好字模,布置好线路。
注意:线路跟模具的接口可以用玻璃胶或者硅胶密封,而且密封,以免树脂泄露。
2.浇铸配好的树脂材料。即2份A+1份B 注意:树脂液面距离模具顶部约5mm左右停止浇铸。树脂浇铸层厚度约为2cm左右。此层浇铸为无色透明的浇铸层。可以称之为导光层。
3.等导光层固化完毕后,浇铸第二层,A+B+匀光剂+色浆 即 3份A+1份B+(A的5-10%)匀光剂+(A的3-10%)色浆 为第二层树脂体系,此层浇铸满整个字模,称之为匀光层。
4.自然温度,或者加温固化使匀光层固化完毕。
5.修理不妥当的地方。
6.注意:1.字模内壁可以涂反光漆,使光源发出的光在字模内部反复折射,避免光源损失。
2.需要控制好导光层和匀光层的厚度,以上所说是厚度为2.5cm--3cm厚度的树脂发光字。
7.此类树脂之特性:温度搞则固化速度快,温度低则固化速度慢。温度过高,容易产生爆聚,固化物作废。温度低的话,了不会有气泡出现,这样出来的效果好,但是效率变低了。
操作时需要注意的一些技巧
1.冬日,天气较冷,A剂需要预热到50-60度后才可配比,这是为了容易操作和达到佳效果。
2.混合AB两种料的时候注意是重量比(非体积比),且配比要准确,否则出来的可能就是废物了。这种材料不能重复使用的。
3.搅拌器具,称量器具,混合容器等需干燥洁净。
4.搅拌的时候需要一个方向搅拌(不要正反两个方向都搅),尽量缓慢,不要剧烈动作,这样是为了避免产生过多的气泡。
5.搅拌均匀后静置4-5分钟后进行浇铸。
6.浇铸时候好沿着一个边角缓慢让树脂混合物流入,不可猛灌,这样也是为了防止气泡的出现
LED封装胶QK--6850-1 A/B由A剂和B剂组成,属于1.42折射率硅胶,特别适合于玉米灯灌封,产品透明度高、排泡性好,固化周期短、脱模性好、耐高低温效果好。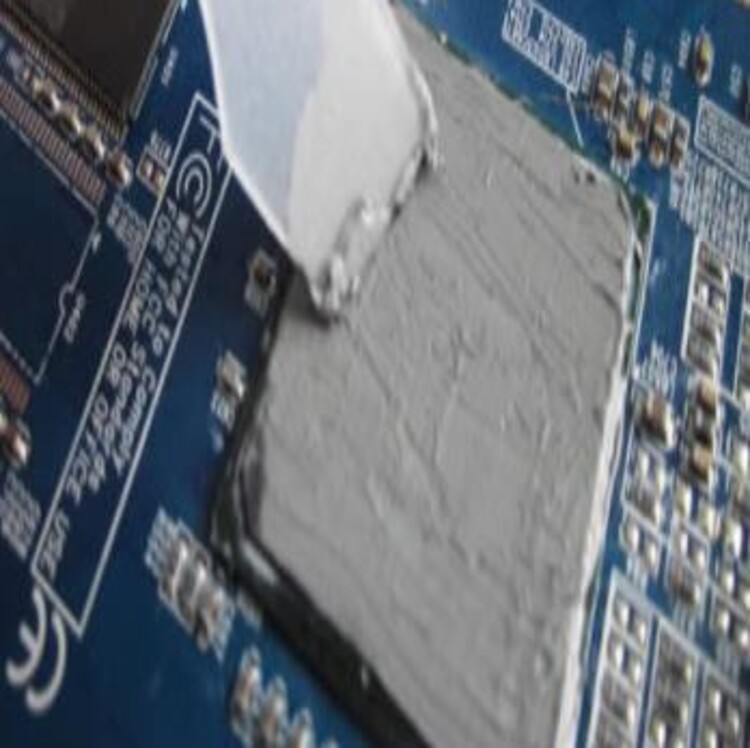
适合于LED线条灯、硬灯条等的灌封保护
•混合之前A组分搅匀,B组分摇匀。
•按重量比100:10 混合均匀。
•搅拌:将A、B组份混合均匀,可用低速电动搅拌充分搅匀,即可进行灌封。
•灌注:经搅匀的胶料尽快灌注到需要灌封的产品中,可自然流平、消泡。
•固化:室温固化,灌封好的工件置于室温下静置,约30分钟不流动,2小时表干,4-5小时基本固化,24小时完全固化。
•本品固化和环境温度湿度有关。夏季固化速度快,冬季固化速度慢一些(可调整)。
•在未基本固化前,请勿将灌封器件完全密闭。
•操作时建议戴眼罩和手套。
•贮存在冷、干燥及太阳直接照射不到和小孩接触不到的地方。
透明胶产品;因为铝材喷油漆和喷粉铝材都没有附着力,和PS透镜的材质.亚克力材质透镜没有附着力.请业务员在推荐产品时一定要问清楚客户透镜的材质进行测试,如果没有粘接力请不要让客户使用我公司产品,拒绝让客户使用.如果客户坚决要使用要跟客户说明出现风险我公司不承担,客户自己承担。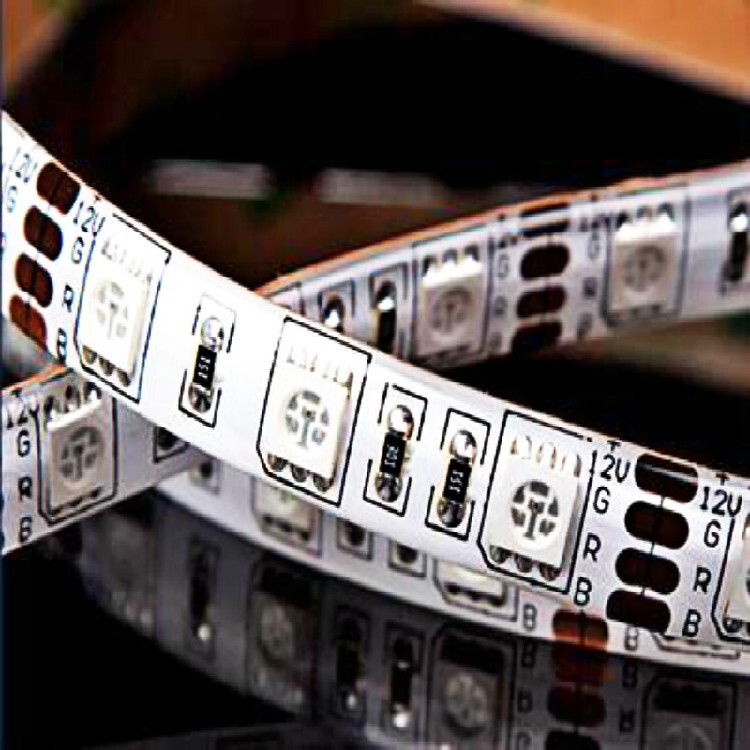
1.表干时间:表干时间指的是从A、B组分开始混合搅拌算起,2小时不粘手。表干时间越长,表面光泽度越高。表干时间受温度湿度影响,我司会根据客户使用环境相应调节。客户如有特殊要求,我司技术人员可从30分钟到3小时表干相应调整。需注意的是,表干时间越短,操作时间越短。
2.硬度与附着力的关联:附着力相同,硬度越高的胶料越容易由于应力集中而脱离基材;缩合型的灌封胶硬度过低则不耐老化。我司针对这情况,将胶料的硬度控制在10A°左右,附着力的同时胶料性能佳。
3.胶料表面出现纹路:如若客户使用时出现纹路,原因如下:
①A、B组分没有充分混合均匀导致固化速度偏差从而产生纹路;
②灌封铝材底部没完全密封导致漏胶,胶固化过程中发生移动导致表面不平整;
③胶料临近表干时发生了移动或震动导致表面不平整才出现以上纹路。
QK-6856型是专为LED洗墙灯、投光灯、驱动电源灌封保护而开发的有机硅双组份缩合型灌封胶,室温固化后形成橡胶弹性体,对金属塑料无腐蚀性,具有良好的附着力与光泽。
全国LED电子封装胶热销信息